Сварочный аппарат для аргонодуговой сварки MASTER TIG-250AC



- Технические характеристики
|
MASTERTIG-250 AC |
|||
|
Номинальное входное напряжение |
1 фаза ~230 В ±15% |
||
|
Макс. полезная выходная мощность |
TIG: 7,81 кВА |
||
|
MMA: 8,75кВА |
|||
|
Номинальный рабочий цикл (40C) 60% |
TIG: 200A/20 В |
||
|
MMA: 200A/28 В |
|||
|
100% |
TIG: 160 A/26,4 В |
||
|
MMA: 160А/26,4 В |
|||
|
Диапазон сварочного тока/напряжения |
TIG: 5A/10.2 В~250 A/20 В |
||
|
MMA: 20А/20.8 В~200 А/28В |
|||
|
Напряжение холостого хода |
70 В~80 В |
||
|
Коэффициент мощности |
0.8 |
||
|
КПД |
80% |
||
|
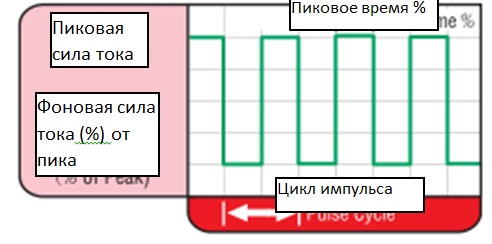
Пиковый ток |
5А~250А |
||
|
Частота импульса |
0.2 Гц~200 Гц |
||
|
Ширина импульса (Коэффициент) |
1~100% |
||
|
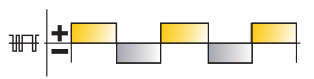
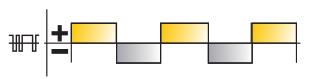
Аргонодуговая сварка переменного тока (AC TIG) Частотный диапазон переменного тока |
20 Гц~250 Гц |
||
|
Чиста ширина переменного тока (Баланс) |
+40~-40 |
||
|
Коэффициент частоты переменного тока (смещение переменного тока) |
+30~-50 |
||
|
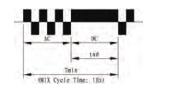
MIX TIG Частота MIX |
1Гц~5Гц |
||
|
Баланс постоянного тока (%) |
20-80 |
||
|
Стартовый ток |
5 A~250 A |
||
|
Ток заварки кратера |
5 A~250 A |
||
|
Длительность повышения тока |
0.1 с~15 с |
||
|
Длительность понижения тока |
0.1 с-15 с |
||
|
Длительность предварительной подачи газа |
0.1 с-15 с |
||
|
Длительность подачи газа |
0.1 с-15 с |
||
|
Длительность горения точечной дуги |
0.1 с-10 с |
||
|
Форсаж дуги |
10 A~200 A |
||
|
Длительность горячего старта |
0.1-3 с |
||
|
Ток горячего старта |
10 A~2000 A |
||
|
Размер (ДхШхВ) |
490x230x385мм |
||
|
Вес (кг) |
23кг |
||
|
|
|
||
|
Система водяного охлаждения: WC-100 |
|||
|
Рабочее напряжение |
230В 50/60 Гц |
||
|
Номинальная мощность |
260 Вт |
||
|
Мощность охлаждения |
1.5 кВт(1 л/мин) |
||
|
Максимальное давление |
0.3 МПа/60 Гц |
||
|
Рекомендованная охлаждающая жидкость |
20%~40% этанол/вода |
||
|
Объем бака |
6.5 л |
||