Аппарат для аргонодуговой сварки MASTER TIG-315 CT c жидкостным охлаждением


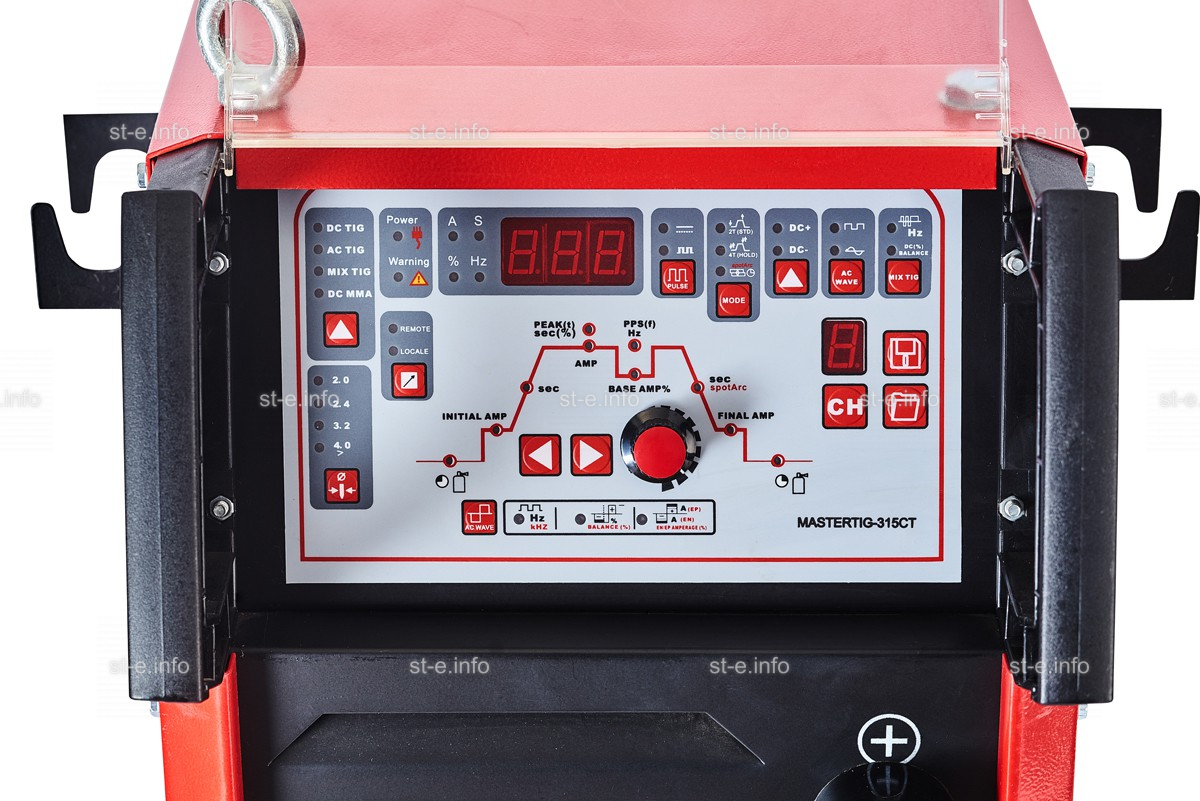
MASTERTIG-315CT имеет максимальную выходную мощность 315 ампер при 60%-ом рабочем цикле и встроенный блок водяного охлаждения, который охлаждает горелки во время сварки с высокой нагрузкой.
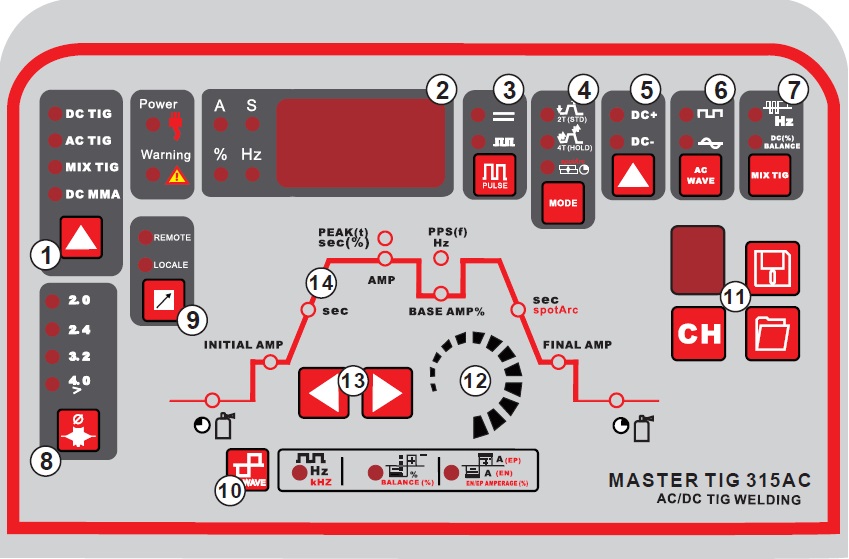
MASTERTIG-315CT подходит для сварки всех материалов. Панель управления обеспечивает все функции, необходимые для аргонодуговой сварки (TIG). Модульная конструкция позволяет создавать аппарат, который лучше всего соответствует вашим потребностям.
Это комплексное решение для аргонодуговой сварки (TIG).
Оборудование для аргонодуговой сварки MASTER TIG-315 CT – современное решение для различных отраслей: строительной, машиностроения, судостроения и др. Аппарат отличается гибкой настройкой, низким энергопотреблением, имеет возможность управления временем продувки защитным газом, оснащен модулем водяного охлаждения горелки. Чтобы купить инвертор в Екатеринбурге по цене производителя, позвоните. Мы предоставляем гарантию до 2 лет, поставку в сжатый срок.
Применение:
Изготовление металлоконструкций;
Судостроение;
Химическая и перерабатывающая промышленность;
Монтажные работы;
Механизированная сварка.
Процесс:
TIG-DC (GTAW)
TIG-AC (GTAW)
TIG-MIX (GTAW)
MMA (SMAW)
Входная мощность: 400 В, 3-фазная
Диапазон изменения силы тока: 315 CT: 5-315A
Номинальная выходная мощности при 40 ° C (104°F):
315CT: 315A при 22.6 В @60% рабочий цикл
Вес: 65 кг
Характеристики сварочного аппарата
Точность дуги:
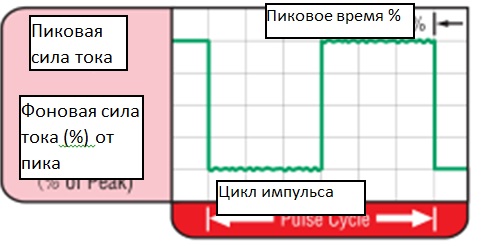
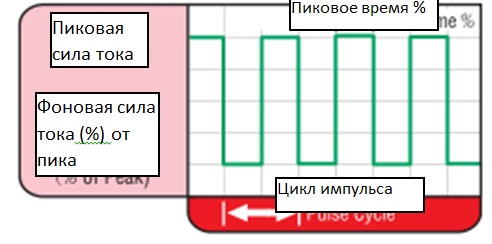
• Встроенные функции пульсации помогают свести тепловложение к минимуму на тонких материалах и обеспечивают более быстрое затвердевание сварочной ванны для сварки вверх на изогнутых поверхностях, таких как технологические трубопроводы. Импульс аргонодуговой сварки (TIG) также способствует умеренному осаждению присадочного материала для достижения нормального внешнего вида.
• Переменный ток +/-: Улучшенный запуск аргонодуговой сварки (TIG). Теперь запускает переменный ток (-) для поддержания заостренного вольфрама.
• Подъем дуги обеспечивает начало дуги с помощью переменного или постоянного тока без использования высоких частот.
• Регулируемая выходная частота переменного тока позволяет оператору сосредоточить дугу, сводя к минимуму зону теплового воздействия.
• Расширенная регулировка баланса переменно тока помогает поддерживать заостренный вольфрам для направления дуги в сварном соединении.
• Независимое управление амплитудой/силой тока позволяет настраивать силу тока EP и EN независимо друг от друга для точной регулировки подачи тепла на деталь и электрод.
• Несколько видов форм волн:
Стандартная квадратная форма волны для быстрого перемещения и хорошего управления ванной,
Сглаженная квадратная форма волны для традиционной более мягкой дуги,
Треугольная форма волны для уменьшения подачи тепла на сварной шов при низкой мощности.
• ВЧ- и НЧ-дуговое зажигание: надежное инициирование плазменной дуги без высокой частоты.
• Непрерывное управление выходной мощностью: возможность сосредотачивать дугу на материалах различной толщины.
• 10-канальная память
Выдающееся качество:
• Новая разработка с использованием новейшего силового электронного оборудования для повышения надежности.
• Сертифицировано в соответствии с ЕС.
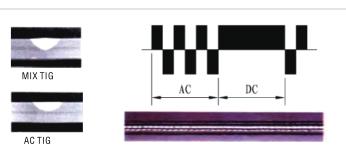
Управление TIG-МИКС
Особенности TIG-MIX
|
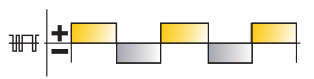
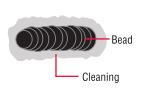
Особенности TIG-MIX: Переменный ток может обеспечить очень хорошую очистку от оксидной пленки, а постоянный ток может обеспечивать более глубокое проплавление. С помощью TIG-MIX можно получить отличную концентрированную дуги, которая дает возможность выполнять деликатную сварку как тонких, так и толстых пластин. 1) Хороший внешний вид сварки, глубокое проплавление 2) Отличная концентрация дуги 3)Увеличивает срок службы вольфрамового электрода |
|
|
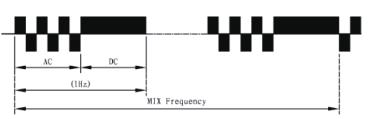
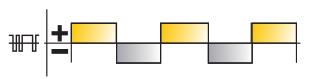
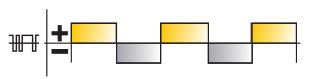
Частота TIG MIX (Гц): Длительность цикла TIG MIX - 1 секунда. Настраиваемый диапазон: 0.1-10 Гц. |
|
|
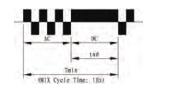
Баланс (постоянного тока) TIG MIX %: Баланс постоянного тока (%) = (tad/Tmix) x 100 |
|
Элементы управления формой волны переменного тока
|
|
 |
 |
||||
|
Управление частотой переменного тока Управляет шириной конуса дуги. Увеличение частоты переменного тока обеспечивает более целенаправленную дугу с улучшенным контролем направления. |
Более широкая капля, хорошее проплавление, идеальное для наплавки |
Более узкая капля для угловых швов и автоматизированного применения |
||||
|
Примечание. Уменьшение частоты переменного тока смягчает дугу и расширяет сварочную ванну для получения более широкого сварного шва |
Более широкая капля и дуговая очистка
|
Более узкая капля и дуговая очистка
|




|
|
 |
 |
||||
|
Управление балансом переменного тока Управляет дуговой очисткой. Регулировка % EN формы волны переменного тока управляет шириной зоны очистки от оксидной пленки вокруг сварного шва.
|
Более широкая капля, хорошее проплавление, идеальное для наплавки |
Более узкая капля, хорошее проплавление, идеальное для наплавки |
||||
|
Примечание. Установите регулятор Баланса переменного тока таким образом, чтобы достичь надлежащей очистки от оксидной пленки по бокам и перед сварной ванной. Баланс переменного тока должен быть точно настроен в зависимости от того, насколько тяжелыми и толстыми являются оксиды.
|
Более широкая капля и дуговая очистка от оксидной пленки |
Более узкая капля без видимой очистки
|




 |
 |
 |
|
Независимое управление силой переменного тока Позволяет независимо устанавливать значения силы тока EN и EP. Регулирует соотношение силы тока EN и EP для точной регулировки подачи тепла на деталь и электрод. |
Более широкая капля, хорошее проплавление, идеальное для наплавки |
Более узкая капля, хорошее проплавление, идеальное для наплавки |
|
Сила тока EN контролирует уровень проплавления, в то время как сила тока EP резко влияет на дуговую очистку от оксидной пленки вместе с управлением балансом переменного тока. |
Более широкая капля и дуговая очистка
|
Более узкая капля без видимой очистки
|


Принадлежности
|
Стандартные принадлежности
|
Дополнительные принадлежности
|
|
|
Аргонодуговая-горелка: TIG-18 Охлаждение: водяное Работа при 100% постоянного тока: 320 А Работа при 100% переменного тока: 240 А Размер электрода: 0.5-4 мм |
Газовый регулятор для аргона |
Ножная педаль Модель №: FX-390B Серийный номер: 12D36 Входное напряжение: +15 В Выходное напряжение: 0-13 В
|
|
Держатель для электрода с кабелем 2 м Зажим заземления с кабелем 2 м
|
Аргонодуговая-горелка : TIG-26 Газовый соединитель: М16 Длина кабеля: 4 м 5-контактный соединитель
|
Ручной контроллер для TIG-горелки Размеры: 110х27х30 мм Материал: ABS Вес: 30 г Сопротивление: 10 тыс./0.5 Вт
|
|
|
Блок водяного охлаждения: WC-150 Рабочее напряжение: 230 В 50/60 Гц Номинальная мощность: 260 Вт Мощность охлаждения: 1.5 кВт (1 л/мин) Объем бака: 6.5 л
|
Тележка: WT-150
|








Техническая спецификация
|
Master TIG-315CT |
|
|
Номинальное входное напряжение |
3 фазы ~400 В ±15% |
|
Макс. полезная выходная мощность |
TIG: 9.85 кВА |
|
MMA: 10.38 кВА |
|
|
Номинальный рабочий цикл (40C) 60% |
TIG: 315 A/22.6 В |
|
MMA: 250A/30 В |
|
|
100% |
TIG: 250 A/20 В |
|
MMA: 200A/28 В |
|
|
Диапазон сварочного тока/напряжения |
TIG: 5 A/10.2 В~315 A/22.6 В |
|
MMA: 20 А/20.8 В~250 А/30 В |
|
|
Холостое напряжение |
70 В~80 В |
|
Коэффициент мощности |
0.85 |
|
КПД |
85% |
|
Пиковый импульсный ток аргонодуговой сварки (TIG) |
5 A~315 A |
|
Частота импульса |
0.2 Гц~200 Гц |
|
Ширина импульса (Коэффициент) |
1~100% |
|
Диапазон частот аргонодуговой сварки (TIG) -АС |
20 Гц ~250 Гц |
|
Чистая ширина переменного тока (Баланс переменного тока) |
+40—40 |
|
Чистый коэффициент переменного тока (Смещение переменного тока) % |
+30—50 |
|
Частота |
1 Гц ~5 Гц |
|
Баланс постоянного тока: (%) |
20-80 |
|
Стартовый ток |
5 A~315 A |
|
Ток заварки кратера |
5 A~315 A |
|
Длительность повышения тока |
0.1 с~15 с |
|
Длительность понижения тока |
0.1 с-15 с |
|
Длительность предварительной подачи газа |
0.1 с-15 с |
|
Длительность подачи газа |
0.1 с-15 с |
|
Длительность горения точечной дуги |
0.1 с-10 с |
|
Форсирование дуги |
10 A~250 A |
|
Длительность горячего старта |
0.1-3 с |
|
Ток горячего старта |
10 A~250 A |
|
Размер (ДхШхВ) |
490x230x385 мм |
|
Вес (кг) |
65 кг |
|
|
|
|
Система водяного охлаждения: WC-100 (опционально) |
|
|
Рабочее напряжение |
230 В 50/60 Гц |
|
Номинальная мощность |
260 Вт |
|
Мощность охлаждения |
1.5 кВт(1 л/мин) |
|
Максимальное давление |
0.3 МПа/60 Гц |
|
Рекомендованная охлаждающая жидкость |
20%~40% этанол/вода |
|
Объем бака |
6.5 л |