Аппарат для аргонодуговой сварки (TIG) PRO TIG 200Di



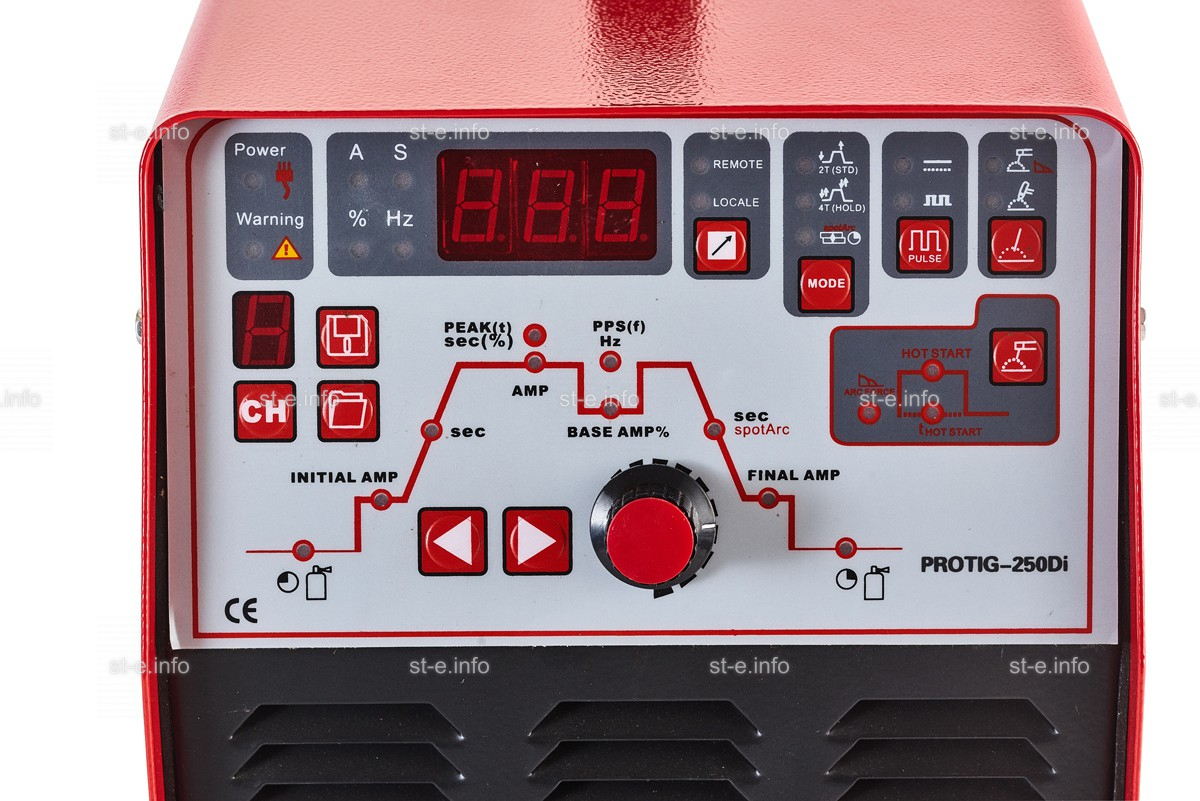
Краткие характеристики
Применение:
Изготовление металлоконструкций;
Монтажные работы;
Слесарные мастерские;
Сварка трубопроводов.
Процесс: DC TIG/MMA
Входная мощность: 230 В, 1-фазная
Диапазон изменения силы тока: 200Di: 3-200A
Номинальная выходная мощности при 40 ° C (104°F):
200Di: 200A при 18 В @60% Рабочий цикл
Вес: 15 кг
Особые функции:
Очень точная дуга
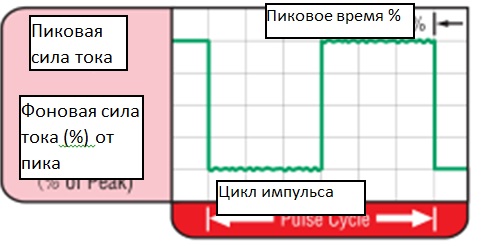
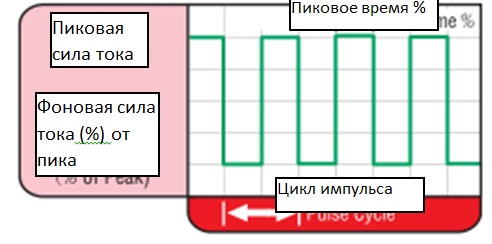
- Контроль импульса
Встроенные функции пульсации помогают свести к минимуму тепловложение на тонких материалах и обеспечивают
более быстрое затвердевание сварочной ванны для сварки на изогнутых поверхностях, данная функция особенно хороша
при сварке технологических трубопроводов. Импульс аргонодуговой сварки (TIG) также способствует равномерному растеканию
присадочного материала и создает эстетичный внешний вид сварного шва.
- Высокочастотный пуск аргонодуговой сварки (TIG):
- Упрощает процесс установки дуги под различные условия. Повышает качество работы с помощью минимизации
- потенциального загрязнения сварного шва от вольфрамовых вкраплений.
- Усовершенствованный поджиг дуги на очень малом токе от 5 А (опционально 3 А).
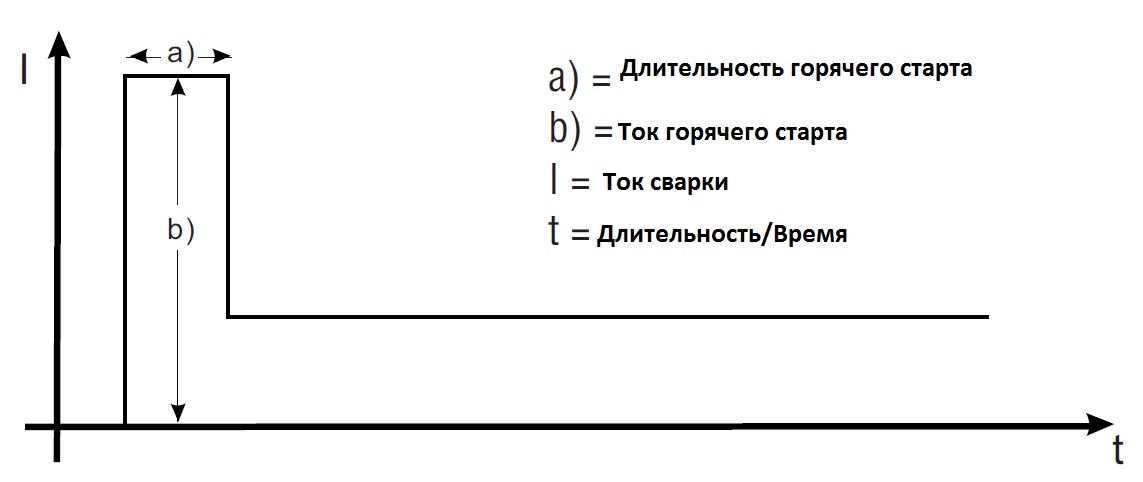
- Функция горячего старта надежно зажигает дугу и идеально плавит метал, что обеспечивает наилучшее качество
- сварки даже в начале шва.
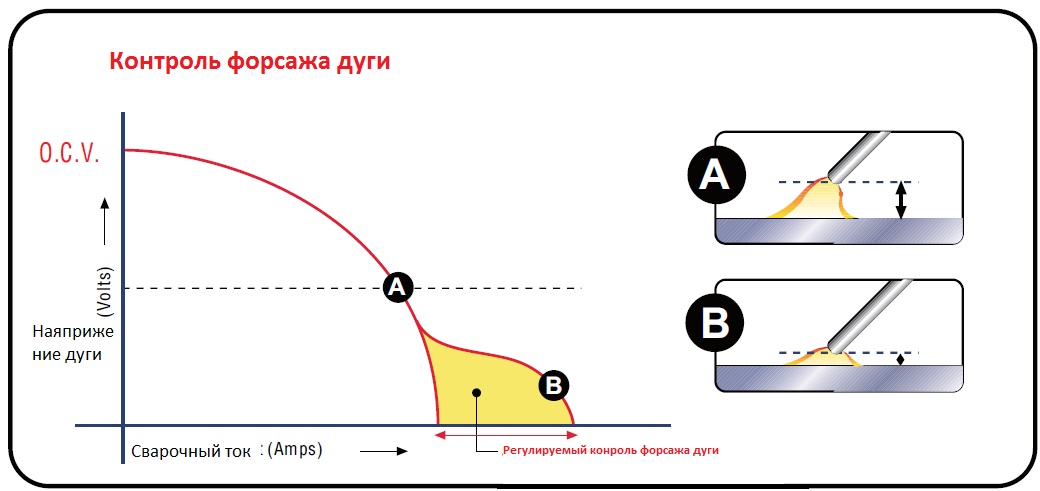
- Форсаж дуги - ArcForce облегчает процесс сварки - крупные даже при низком токе и короткой дуге.
- Быстрая точечная сварка легко управляет параметром точечной сварки и обеспечивает устойчивую и быструю дугу.
- Режим 4T облегчает работу сварщика при сварке продолжительных швов. Достаточно один раз нажать на кнопку, источник
- будет поддерживать все заданные параметры сварки до еще одного нажатия. Удерживать кнопку в режиме 4Т необязательно.
- Быстрое, точное, чистое зажигание и выключение дуги.
- Позволяет сохранить десять пользовательских программ в памяти.
Выдающееся качество:
• Новая разработка с использованием новейших технологий в области силового электронного оборудования, позволяет добиться
потрясающей надежности. Это выгодно отличает нас от любых конкурентов.
• Сертифицировано в соответствии с ЕС.
Техническая спецификация:
|
PROTIG-200Di |
|
|
Номинальное входное напряжение |
1 фаза ~230 В ±15% |
|
Макс. полезная выходная мощность |
TIG: 5,62 кВА MMA: 6,60кВА |
|
Номинальный рабочий цикл (40C) 60% |
TIG: 200A/18 В MMA: 160A/26,4 В |
|
100% |
TIG: 160 A/16,4 В MMA: 130А/25,2 В |
|
Диапазон сварочного тока/напряжения |
TIG: 3A/10. 1 В~200 A/18 В MMA: 20А/20.8 В~160 А/26,4 В |
|
Напряжение холостого хода |
70 В~80 В |
|
Коэффициент мощности |
0.8 |
|
КПД |
80% |
|
Частота импульса |
0.2 Гц~200 Гц |
|
Ширина импульса (Коэффициент) |
1~100% |
|
Стартовый ток |
5 A~200 A |
|
Ток заварки кратера |
5 A~200 A |
|
Длительность повышения тока |
0.1 с~15 с |
|
Длительность понижения тока |
0.1 с-15 с |
|
Длительность предварительной подачи газа |
0.1 с-15 с |
|
Длительность подачи газа |
0.1 с-15 с |
|
Длительность горения точечной дуги |
0.1 с-10 с |
|
Форсаж дуги |
10 A~160 A |
|
Длительность горячего старта |
0.1-3 с |
|
Ток горячего старта |
10 A~160 A |
|
Размер (ДхШхВ) |
410x190x305мм |
|
Вес (кг) |
15 кг |
 Аргонодуговая-горелка: TIG-26
Аргонодуговая-горелка: TIG-26





