Лазерный станок для резки круглых и профильных труб ST 15-120 3000W

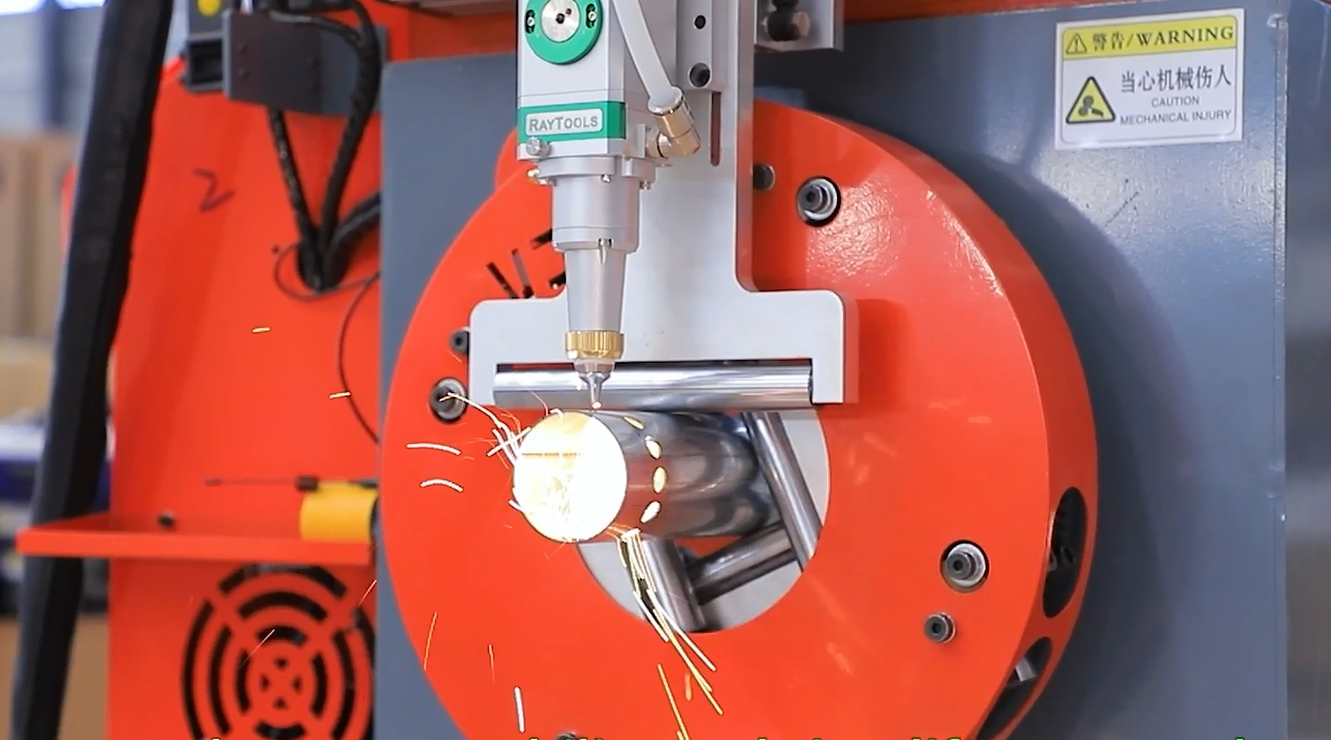



Лазерный станок ST-1 в комплектации c лазером 3000 Вт представляет собой более производительное решение для резки труб и профильного металлопроката. Станок оснащен передним и задним механическими патронами, которые обеспечивают надежную фиксацию заготовки и стабильность обработки на высоких скоростях. Наличие автоматической регулировки высоты (является опцией) позволяет поддерживать оптимальное положение режущей головки в процессе работы и повышает качество реза.
Оборудование предназначено для обработки труб длиной до 6 метров и подходит для резки круглых, профильных труб, уголка и швеллера. Благодаря увеличенной мощности станок позволяет работать с более толстыми материалами и обеспечивает высокую эффективность на производстве.
Технические характеристики:
-
Модель: ST-1 3000W
-
Мощность лазерного источника: 3000 Вт
-
Лазерный источник: Raycus 3000 CE
-
Режущая головка: Raytools BT240
-
Система управления: Shanghai Fangling
-
Программное обеспечение для раскроя: ITube CAM
-
Тип патронов: передний и задний пневматические
-
Функция автоматической регулировки высоты: есть
-
Максимальная длина трубы: 6000 мм
Диапазон зажима:
-
Круглая труба: 10–114 мм
-
Квадратная / прямоугольная труба: 10–100 мм
-
Уголок и швеллер: 10–80 мм
Максимальная толщина реза:
-
Углеродистая сталь: до 6–7 мм
-
Нержавеющая сталь: до 4 мм
-
Алюминий: до 3 мм
Основные преимущества станка
-
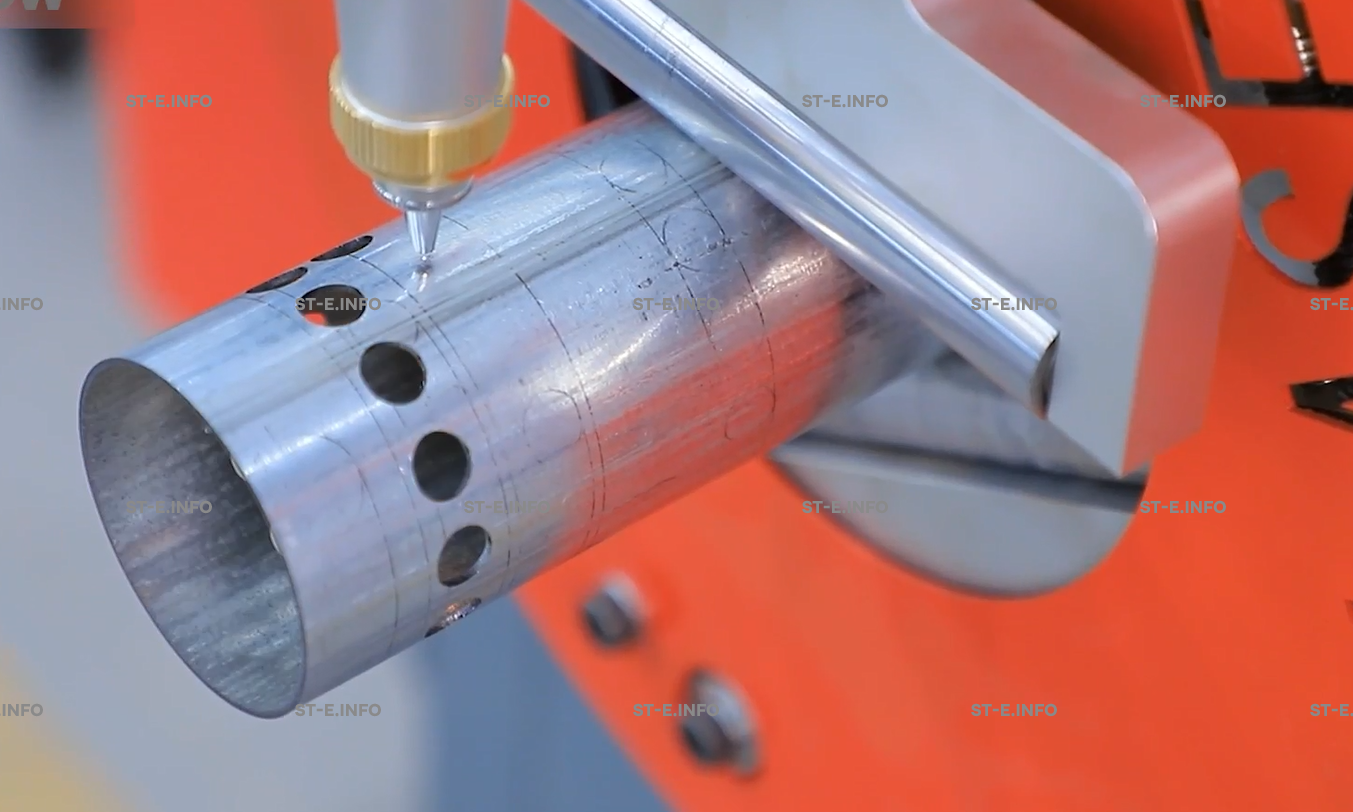
Специализирован для труб
Конструкция станины, переднего и заднего патрона адаптирована именно под резку труб – круглая, квадратная и прямоугольная труба зажимается надёжно и без деформаций. -
Широкий диапазон типоразмеров
Обрабатывает круглую трубу Ø 10–114 мм, квадратную 10–100 мм и прямоугольную трубу до 10×80 мм, что перекрывает большинство ходовых размеров в металлоконструкциях и машиностроении. -
Высокая скорость и точность
Скорость резки круглых труб до 8 000 мм/мин, точность позиционирования до ±0,3 мм — достаточно для ответственных сварных и болтовых соединений. -
Надёжная комплектация
Волоконный лазер Raycus, режущая голова Raytools, ЧПУ-система Fangling, силовая электроника Leadshine – проверенные бренды, удобный сервис и доступные расходники. -
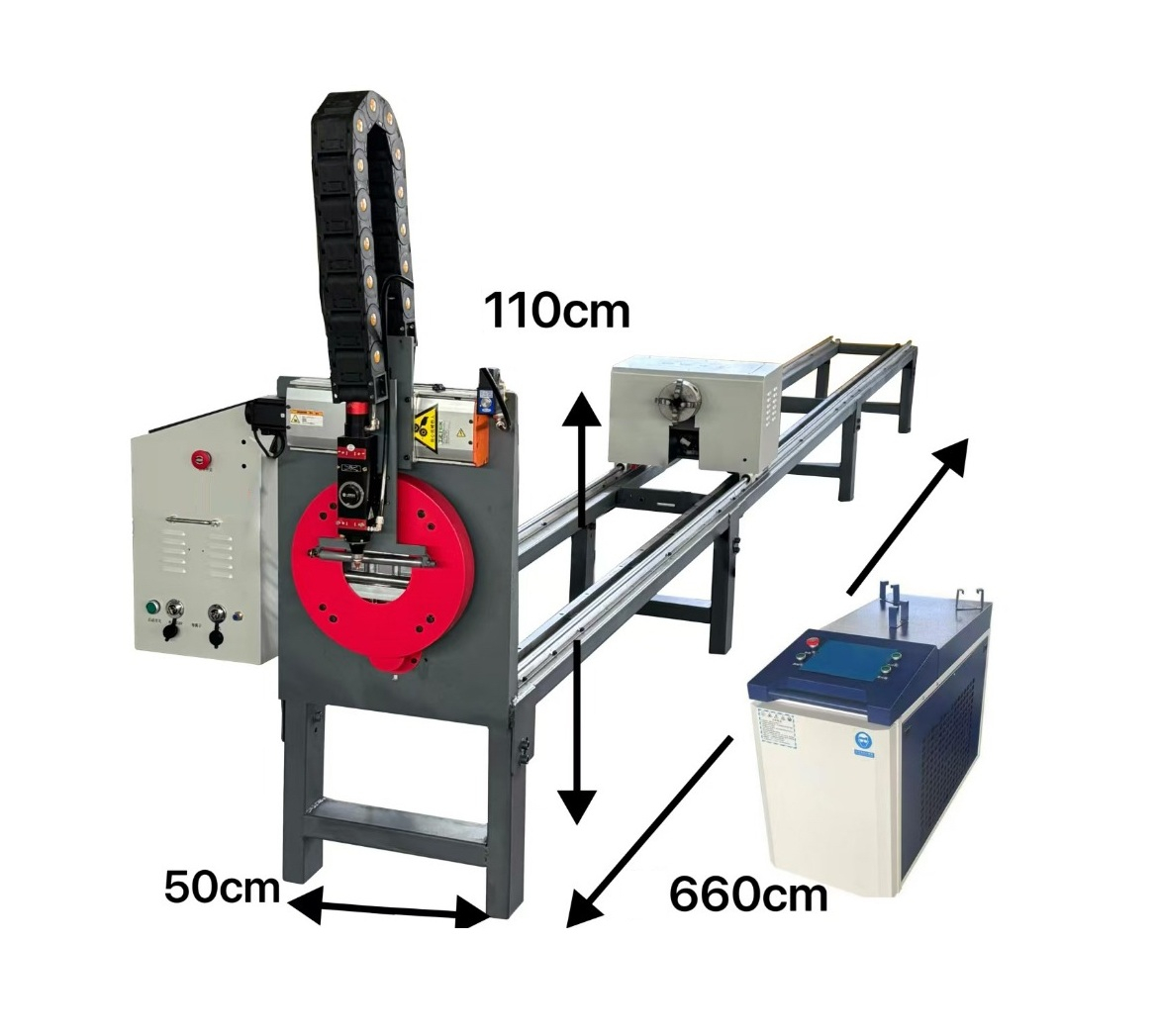
Компактные габариты и небольшой вес
Размер станины 6 850 × 500 × 1 200 мм, масса около 250 кг – станок не требует сложного фундамента и легко размещается в небольшом цехе. -
Автоматический процесс резки
Загрузка трубы выполняется вручную, далее цикл резки полностью автоматизирован: позиционирование, резка по программе, поддержка трубы и резка до минимального остатка хвостовика 150–180 мм.
Область применения
-
изготовление металлоконструкций и каркасных систем;
-
производство трубчатых рам, ограждений, лестниц, перил;
-
выпуск вентиляционных и инженерных систем;
-
мебель из металла, торговое и складское оборудование;
-
малое машиностроение, рекламные конструкции, нестандартные изделия из трубы.
Конфигурация оборудования
| Узел / комплектующая | Описание |
|---|---|
| Лазерный источник | Raycus CE (1,5–3,0 кВт) |
| Режущая голова | Raytools |
| Охладитель (чиллер) | S&A China |
| Система ЧПУ | Fangling |
| Привод по осям | Синусоидальный сервопривод |
| Передний патрон | Универсальный ручной патрон |
| Задний патрон | Универсальный ручной патрон |
| Тип привода | Реечная передача (рейка-шестерня) |
| Направляющие | Двухсторонние цилиндрические рельсы |
| Электрокомпоненты | Chint |
| Вспомогательная опора | Пневматическая поддерживающая система |
Технические характеристики лазерного трубонарезного станка
| Параметр | Значение |
|---|---|
| Диапазон круглых труб | Ø 10–114 мм |
| Диапазон квадратных труб | 10–100 мм |
| Диапазон прямоугольных труб | 10 – 100 мм |
| Толщина резки при мощности 7 000 Вт | 0,6–7,0 мм |
| Максимальная длина обрабатываемой трубы | 6 150 мм |
| Максимальный вес одной трубы | 60 кг |
| Скорость резки квадратной трубы | 0–7 000 мм/мин |
| Скорость резки круглой трубы | 0–8 000 мм/мин |
| Точность позиционирования (motion accuracy) | ±0,3 мм |
| Габариты станка (Д×Ш×В) | 6 850 × 500 × 1 200 мм |
| Масса оборудования | ~250 кг |
| Напряжение питания | 220 В ± 5 % |
| Необходимый источник воздуха | 0,8–1,5 МПа (8–15 bar) |
| Технология обработки | Ручная загрузка, автоматическая резка |
| Тип направляющих | Двухсторонние цилиндрические направляющие |
| Остаток хвостовика (tailing) | 150–180 мм |
Сжатый воздух:
– давление на входе в станок: 0,8–1,3 МПа (рабочее 1,0 МПа);
– расход: не менее 300–400 л/мин при 1,0 МПа;
– качество: сухой, очищенный от масла и твердых частиц, точка росы не выше –20 °C, содержание масла ≤0,01 мг/м³, размер частиц ≤1 мкм;
– требуется отдельная система подготовки воздуха (осушитель + фильтры тонкой очистки).
Видео краткого обзора станка:
Для лазерных комплексов мощностью 1,5–2,0 кВт
-
Назначение воздуха
Сжатый воздух используется как рабочий (вспомогательный) газ при лазерной резке металла, а также для продувки и защиты оптики режущей головы. Качество и параметры воздуха напрямую влияют на стабильность реза, ресурс защитных стекол и внутренних узлов лазерной головы.
-
Параметры давления и расхода
2.1. Давление на входе в станок (после системы подготовки воздуха):
-
номинальное: 1,0–1,3 МПа (10–13 bar);
-
допустимый диапазон: 0,8–1,5 МПа (8–15 bar).
2.2. Рабочее давление на режущей голове (после редуктора станка):
-
для лазерных источников 1,5–2,0 кВт рекомендуется диапазон
0,6–1,2 МПа (6–12 bar) в зависимости от толщины материала и диаметра сопла.
2.3. Минимальный свободный расход воздуха компрессора:
-
не менее 300–400 л/мин при давлении 1,0 МПа
(рекомендуется выбирать компрессор с запасом по производительности 20–30 % относительно расчётного расхода станка).
Примечание: точные значения рабочего давления и расхода для различных материалов и толщин задаются в технологических картах резки конкретного станка.
-
Требования к качеству сжатого воздуха
Для корректной работы режущей головы и оптики сжатый воздух должен соответствовать следующим требованиям:
-
Содержание твёрдых частиц: соответствие классу не ниже ISO 8573-1: класс 2–3 по частицам
(типично – размер частиц ≤1 мкм, остаточная концентрация не более 1 мг/м³). -
Содержание масла: не более 0,01 мг/м³
(использование безмасляного компрессора или установка эффективного коалесцентного фильтра тонкой очистки). -
Точка росы (влагосодержание): не выше –20 °C при рабочем давлении
(обязателен рефрижераторный осушитель, для тяжёлых режимов допускается адсорбционный). -
Температура воздуха на входе в станок: не выше +40 °C.
Воздух не должен содержать агрессивных газов, паров растворителей и иных веществ, способных повредить уплотнения, шланги и оптические элементы.
-
Рекомендуемая схема подготовки воздуха
Для обеспечения требуемого качества рекомендуется следующая последовательность элементов:
-
Винтовой или поршневой компрессор, рассчитанный на выходное давление 1,0–1,5 МПа.
-
После компрессора – рефрижераторный осушитель.
-
Магистральный фильтр грубой очистки (предварительный, 5–10 мкм).
-
Коалесцентный фильтр тонкой очистки (0,01–0,1 мкм, отделение масла и аэрозолей).
-
При необходимости – адсорбционный осушитель (для пониженной точки росы).
-
Воздушный ресивер (буферный объём) нужного объёма.
-
На входе в станок – блок фильтрации/редуцирования (фильтр + регулятор давления + манометр).